


 扫一扫
扫一扫



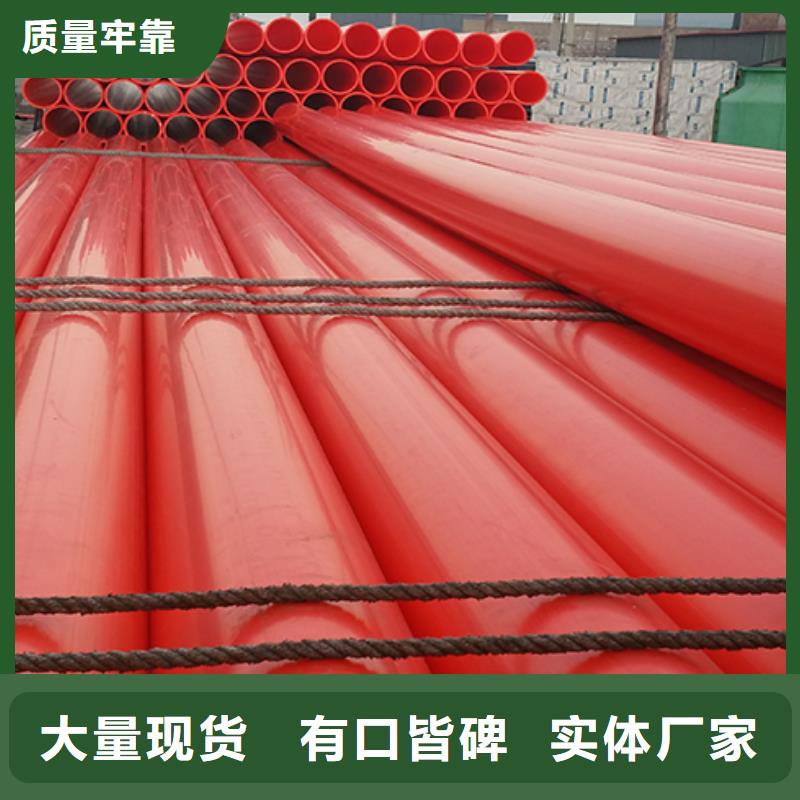
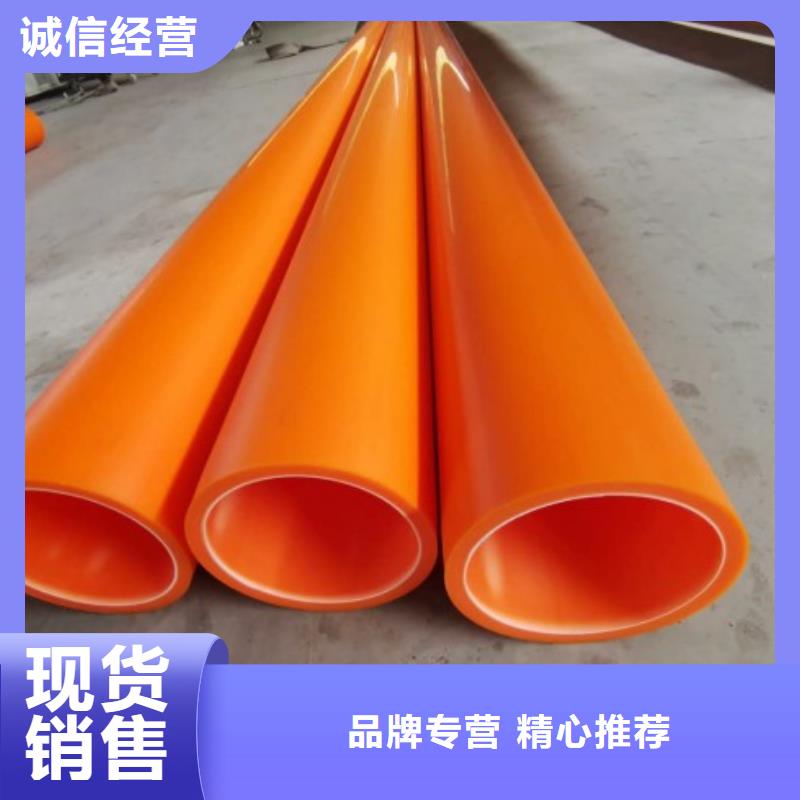
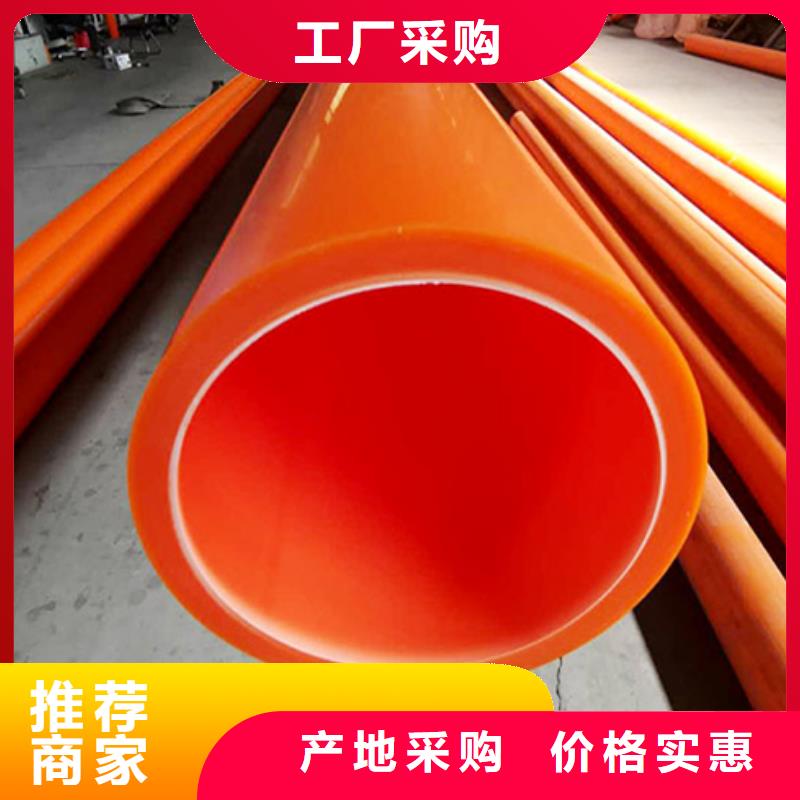
3、MPP电力管加热
(1)待液压站温度表达到245℃后开始焊接(不能低于230℃);
(2)取走铣刀,嵌入加热器(温度为设定值),施加规定的压力,直到两边都出现的较小卷边达到3MM,(管端两面与加热板之间刚好保持全部接触,确保管材每个削面都能进行加热),打开缷压阀到压力表数值归零后重新关上缷压阀(加热时间从开始加热时计时达150-160秒之间);
(3)吸热时间=11秒*11MM(管材壁厚)=121秒(通常为11MM壁厚管材)






中雄管业有限公司选用的 钢衬塑管道、材质符合国家标准,企业严把质量关,做到不合格不出厂。经营理念:以市场为导向、以用户为中心、追求卓越。质量方针:专业创造价值,质量铸就品牌。公司宗旨:经济讲效益,管理讲制度,办事讲原则,工作讲效率。期待与您合作共赢。
技术支持:k797.com