文字再美,也抵不过视频中的(宁波)【当地】桥梁护栏不锈钢复合管护栏 实时报价产品真实呈现,赶快点击观看吧!
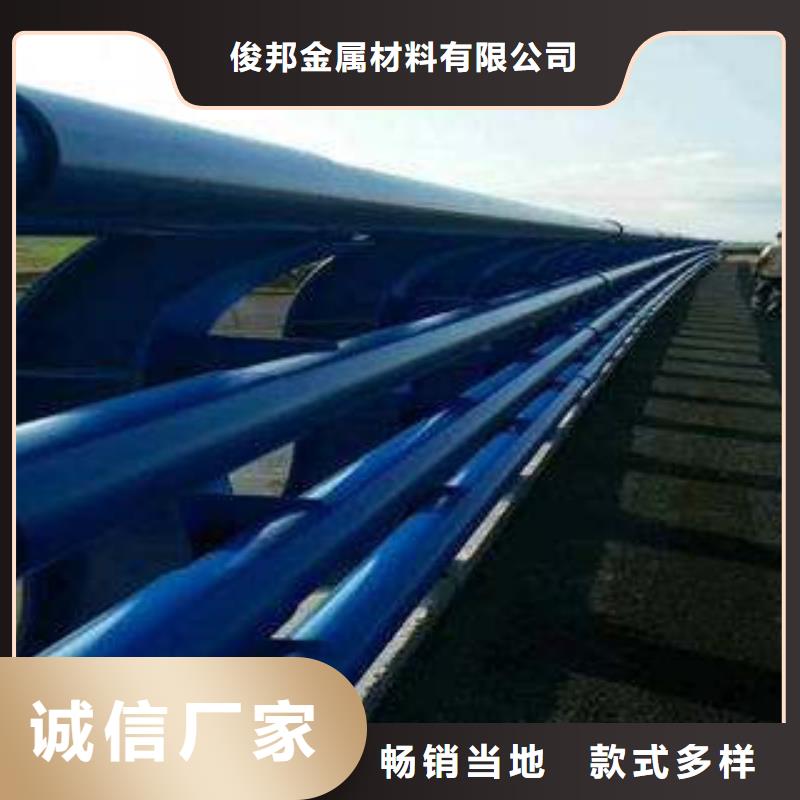
以下是:(宁波)【当地】桥梁护栏不锈钢复合管护栏 实时报价的图文介绍
如今,公司拥有一批技术精湛的 桥梁防撞护栏资深技术人才和洞悉市场走向、服务热情周到的营销人才。同时将企业价值观与经营理念潜移默化的传递给每位员工,从而塑造出一支具有高度凝聚力和忠诚度的员工队伍,正是每一个员工所发挥出来的工作热情和创造力,为企业的发展提供了源源不断的动力,打下了更坚实的基础。
俊邦金属材料有限公司全体员工将以优质的 桥梁防撞护栏产品和满意的服务迎接国内外广大客户的光临。
[当地]桥梁护栏不锈钢复合管护栏 实时报价")
[当地]桥梁护栏不锈钢复合管护栏 实时报价")
内衬不锈钢复合钢管基层为Q235B, 因此采用 SMAW 的方法, 焊条选择准 3.2 mm 的 THA302 最为合适, 既可以保证焊缝金属的强度, 还可以保证其塑韧性。 内衬不锈钢复合管在焊接时首先进行下料, 必须采用车床, 锯床等冷加工机械进行下料, 严禁使用火焰或等离子等切割工艺, 接着对内衬不锈钢复合管的焊接面进行焊缝坡口处理, 焊缝坡口的加工一般须采用专用坡口机, 车床等冷加工机械, 严禁采用火焰切割等热加工方法加工, 然后对内衬不锈钢复合管的坡口进行整形, 以内径尺寸为准, 采用内芯整圆的方法, 使焊接坡口处复层的椭圆度偏差符合要求。 焊接不锈钢复合钢的焊工需要具备焊接基层和复层母材的焊工资质,焊接过渡层的焊工同时还应具有耐蚀堆焊资质。 施焊之前必须有合格的焊接工艺评定。 焊接工艺评定编制前, 必须明确所要选取的焊材、 焊接顺序、是否要求焊前预热及焊后热处理。
[当地]桥梁护栏不锈钢复合管护栏 实时报价")
[当地]桥梁护栏不锈钢复合管护栏 实时报价")
[当地]桥梁护栏不锈钢复合管护栏 实时报价")
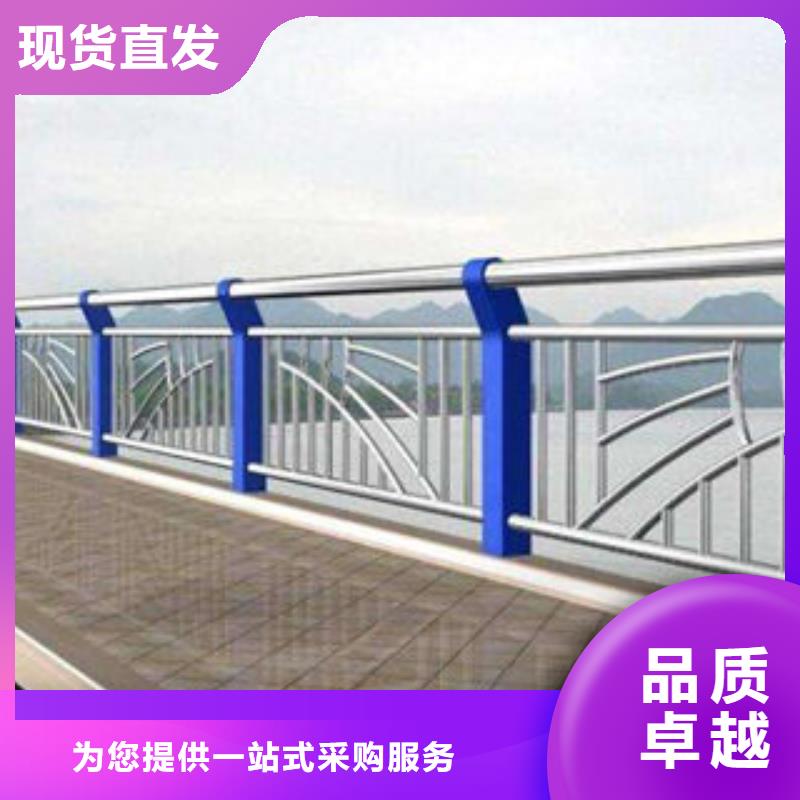
内衬不锈钢复合钢管的焊接顺序为先焊复合层, 后焊基层, 即封焊层→打底焊层→过渡层→填充层→盖面层。 其中的技术措施主要包括以下几点: (1) 管子对焊组对时, 其内壁应齐平, 内壁错边量不宜超过管壁厚度的 10%,且应≤2 mm。 (2) 焊接时, 应尽量采用多层焊, 各焊层焊道的接头应尽量错开。焊道不宜太宽太厚, 以免增加坡口加工量, 焊道成形均匀、 美观。 (3) 点固焊时管内必须充氩, 以保证点固焊焊缝质量。 打底焊时,仰焊位置采用内填丝, 立焊、 平焊位置采用外填丝法进行焊接。 (4) 应在坡口内引弧, 禁止在非焊接部位引弧, 接弧处应保证焊透与熔合, 熄弧时应填满弧坑, 焊接即将结束时, 应减小氩气流量, 防止气压过大使焊缝产生凹陷。 (5) 焊丝不能与钨极接触或直接深入电弧的弧柱区, 防止破坏电弧的稳定和产生夹钨缺陷, 焊丝端部不得退出保护区, 防止焊丝氧化。
[当地]桥梁护栏不锈钢复合管护栏 实时报价")
[当地]桥梁护栏不锈钢复合管护栏 实时报价")
[当地]桥梁护栏不锈钢复合管护栏 实时报价")





 扫一扫
扫一扫